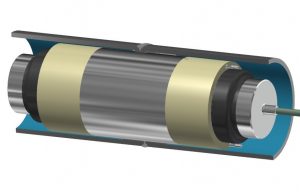
После завершения сварочных работ, на подлежащем внутренней изоляции стыке, во внутреннюю полость трубопровода вводится роботизированное устройство с тонкостенной втулкой, смонтированной на его внешней эластичной герметизирующей оболочке, выполненной из анти адгезионного материала. Роботизированное устройство продвигается вглубь трубопровода и позиционируется относительно сварного стыка. При этом одновременно производится сварка соседнего стыка трубопровода и монтаж очередной трубы. Таким образом, внутренняя изоляция сварного стыка не оказывает никакого сдерживающего влияния на ход выполнения работ по строительству трубопровода.
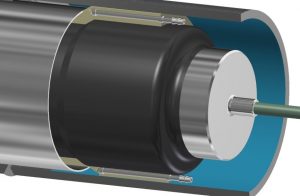
 В герметизирующий узел устройства подается сжатый воздух. Под воздействием избыточного давления сжатого воздуха происходит радиальное расширение эластичного рукава герметизирующего узла роботизированного устройства. При этом давление внутри эластичного рукава передается эластичной герметизирующей оболочке, расположенной коаксиально на внешней поверхности эластичного рукава. Под воздействием давления сжатого воздуха центральная часть эластичной герметизирующей оболочки прижимается к внутренней поверхности тонкостенной втулки, а ее концевые участки к внутренним поверхностям сваренных труб по обе стороны от втулки. В результате вокруг сварного шва и прилегающих к нему участков внутренних поверхностей сваренных труб формируется герметичная кольцевая полость.
В герметизирующий узел устройства подается сжатый воздух. Под воздействием избыточного давления сжатого воздуха происходит радиальное расширение эластичного рукава герметизирующего узла роботизированного устройства. При этом давление внутри эластичного рукава передается эластичной герметизирующей оболочке, расположенной коаксиально на внешней поверхности эластичного рукава. Под воздействием давления сжатого воздуха центральная часть эластичной герметизирующей оболочки прижимается к внутренней поверхности тонкостенной втулки, а ее концевые участки к внутренним поверхностям сваренных труб по обе стороны от втулки. В результате вокруг сварного шва и прилегающих к нему участков внутренних поверхностей сваренных труб формируется герметичная кольцевая полость.
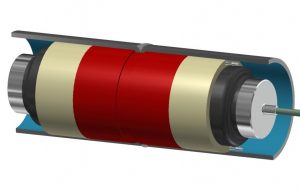
В эластичную герметизирующую оболочку интегрированы два герметичных канала. Через верхний герметичный канал из полости кольцевого зазора сварного шва откачивается воздух. В фоновом режиме автоматически производится контроль степени герметичности полости кольцевого зазора. При необходимости степень герметизации может быть легко повышена как за счет увеличения давления сжатого воздуха, так и за счет увеличения ширины поясков герметизирующей эластичной оболочки по обе стороны тонкостенной втулки.
В вакуумированную кольцевую полость сварного стыка через нижний герметичный канал под давлением подается компаунд. После заполнения полости кольцевого зазора компаундом оба герметичных канала перекрываются.
 Производится полимеризация компаунда. Скорость полимеризации определяется составом компаунда, а также регулируются температурой подогрева. Обычно продолжительность полимеризации варьируется в пределах от пяти 5 до двадцати минут.
Производится полимеризация компаунда. Скорость полимеризации определяется составом компаунда, а также регулируются температурой подогрева. Обычно продолжительность полимеризации варьируется в пределах от пяти 5 до двадцати минут.
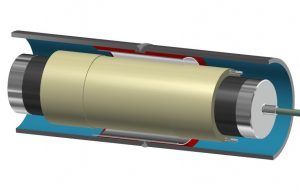 По завершении операции полимеризации с устройства стравливается сжатый воздух. Эластичный рукав и эластичная герметизирующая оболочка сжимаются до своего исходного состояния. Тонкостенная защитная втулка остается в неподвижном состоянии и при эксплуатации выполняет функцию первичного контура изоляции сварного стыка.
По завершении операции полимеризации с устройства стравливается сжатый воздух. Эластичный рукав и эластичная герметизирующая оболочка сжимаются до своего исходного состояния. Тонкостенная защитная втулка остается в неподвижном состоянии и при эксплуатации выполняет функцию первичного контура изоляции сварного стыка.
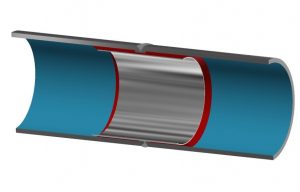
Устройство изымается из полости кольцевого зазора трубопровода. Внутренняя поверхность сварного шва и прилегающие к нему участки поверхностей сваренных труб полностью изолированы от перекачиваемой по трубопроводу среды. Кольцевой зазор сварного шва имеет монолитную оболочку из компаунда без пустот, воздушных пор и прочих дефектов, способных оказать какое-либо негативное воздействие на процесс разрушения сварного стыка трубопровода. Сварной стык имеет вакуум-плотную изоляцию, обеспечивающую его герметизацию на весь период службы трубопровода. Трубопроводы с предлагаемой изоляцией сварного стыка имеют на несколько порядков большую надежность по отношению ко всем известным ранее технологиям изоляции. Исключаются простои трубопровода, связанные с разрушением сварных швов, и соответствующие ремонтные работы. Сварной стык из самого слабого и уязвимого звена трубопровода превращается в его самый надежный узел.
Предлагаемая технология также применима и для неметаллических трубопроводов. Например, технология может быть использована и для герметизации бетонных трубопроводов.